



When you’re running complex machinery, you know that uptime is everything. Every engineer, machine designer and maintenance professional understands that the heart of any reliable hydraulic system is its fluid. It transmits power, lubricates and dissipates heat; but the moment that fluid is compromised, your system’s life expectancy and your peace of mind drop dramatically.

Hydraulic system contaminants are responsible for the vast majority of hydraulic component failures. Keeping your system clean is the single most effective way to protect your investment and maintain operational efficiency. If you’re searching for ways to cut down on expensive maintenance and unplanned downtime, understanding the enemy, contamination, is your first and most critical step.

The hidden cost of dirty oil
We often focus on visible issues, but the particles you can’t see are the ones doing the most damage. When we talk about hydraulic fluid contamination, we’re talking about wear and tear happening at a microscopic level, essentially sandblasting the inside of your precision components.
A well-maintained system can last decades, but a system that ignores cleanliness standards can fail in months. Contamination causes include:
• Accelerated component wear: Tiny particles score cylinder walls, erode control valves and damage pump bearings, leading to internal leakage and loss of efficiency.
• Oxidation and thermal degradation: Water and heat accelerate the breakdown of the oil itself, reducing its lubricating properties and forming sludge or varnish.
• Valve sticking and sluggish operation: Fine silt and oxidation by-products interfere with the tight tolerances of servo and proportional valves, causing them to stick or operate erratically.
Ignoring hydraulic system contaminants means trading a small investment in proper filtration for potentially catastrophic component replacement costs.
Understanding hydraulic system contaminants
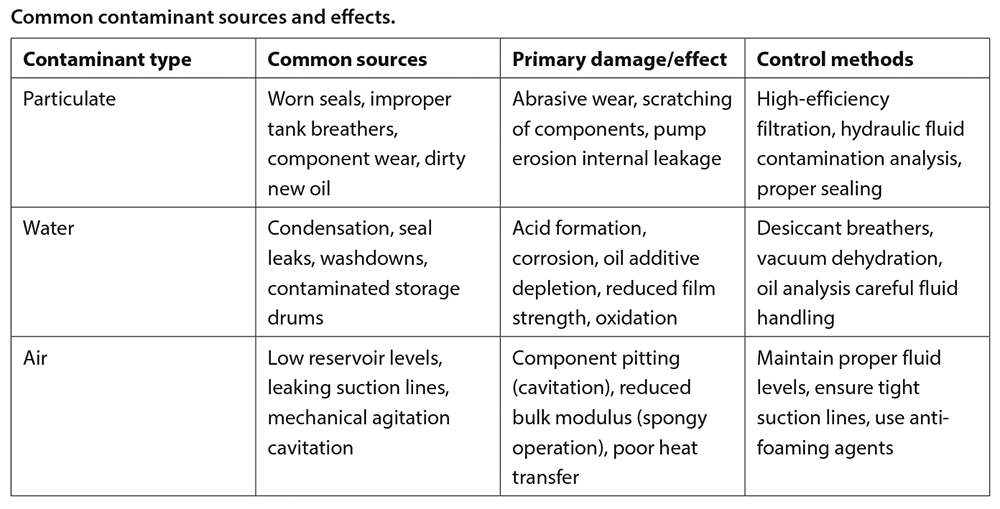
Contamination generally falls into three main categories, each requiring a different strategy for control.
1. Abrasive particulate contaminants
This is the most common and damaging type of contaminant. Particulate matter includes everything from dust and dirt ingressed from the environment to metallic wear particles generated by the system itself.
• Ingressed dirt: Silicon-based particles such as like sand or dust enter through worn seals or poorly filtered air breathers. These are exceptionally abrasive.
• Generated wear: Iron, copper and chrome particles are created as pumps, motors and cylinders rub against each other. These particles act as catalysts, generating more wear particles in a destructive cycle.
Filtration is your primary defence here. It’s important to remember that cleanliness standards like the ISO 4406 code are measured in microns, a size too small for the human eye to see. Effective control requires filters that are capable of capturing these fine particles.
2. Corrosive liquid contaminants
Water is the most common liquid contaminant in a hydraulic system, and it is highly detrimental.
• Ingression sources: Condensation due to temperature changes, seal leaks or poor storage practices.
• Damage caused: Water reacts with certain additives in the oil, leading to acid formation and corrosion. It also drastically reduces the oil’s film strength, accelerating wear. Furthermore, water accelerates the oxidation rate of the oil, shortening its lifespan.
3. Gaseous contaminants
Air in the form of dissolved or entrained bubbles, also known as aeration or cavitation, can cause significant problems.
• Cavitation: Occurs when air bubbles form and then rapidly collapse near high-pressure surfaces such as in a pump inlet. This collapse generates shockwaves that pit and destroy metal surfaces, generating more particulate hydraulic system contaminants.
• Foaming: Surface foaming reduces the oil’s ability to shed heat effectively and makes the pump run noisily and inefficiently.
Proactive contamination control
Contamination control is not a one-time fix; it’s a disciplined process. For engineers and maintenance personnel, the best attack is a comprehensive defence that spans the entire lifecycle of the fluid.

First, invest in the right sealing and filtration solutions. Upgrading your reservoir breathers from simple air caps to desiccant breathers is a low-cost, high-impact method to prevent ingression of both moisture and particulate matter.
Furthermore, consider dedicated kidney-loop or bypass filtration systems that continuously clean the oil, keeping it far below the manufacturer’s target cleanliness code. These systems are invaluable for maintaining tight control over hydraulic fluid contamination levels.
This leads us directly to the gold standard in proactive contamination management, Triple R filtration systems. While conventional inline hydraulic filters are designed primarily to protect the pump and major components by catching large particles, Triple R systems go further. They utilise a unique, multi-stage, depth filtration technology, almost always employed as a dedicated kidney-loop or bypass filtration system.
Triple R bypass filters are engineered to continuously circulate and clean a small portion of the reservoir fluid to an ultra-high degree of cleanliness. Their core strength lies in their ability to remove the three primary contaminants simultaneously with a single element. These are:
• Abrasive solid particles: Triple R elements achieve extremely low ISO cleanliness codes by removing fine silt and wear particles down to sub-micron levels.
• Corrosive water: The high-efficiency depth media is hydroscopic, meaning it actively absorbs and locks away both free and dissolved water, which is crucial for preventing acid formation and additive depletion.
• Varnish/oxidation products: The element’s material and structure are specifically designed to capture the soft, sticky oxidation by-products, sludge and varnish that conventional filters often miss, thereby preventing valve sticking and thermal degradation in sensitive servo and proportional valves.

Firstly, by integrating a Triple R filtration system, engineers and maintenance teams can achieve and maintain cleanliness levels that significantly exceed the basic system requirements. This directly translates to drastically extended component life, fewer oil changes and maximised system reliability. It is the definitive solution for proactively protecting your most sensitive components and maximising uptime.
Secondly, be meticulous about the oil you put into your system. Never pour new oil straight from the drum without filtering it first. Many ‘new’ fluids are already dirtier than your system’s target cleanliness code. CT Hydraulics offers a full range of high-performance filtration units designed to remove these microscopic particles
Thirdly, implement a robust oil analysis programme. This is the only true way to monitor the effectiveness of your contamination control strategy. By tracking particle counts, water content and wear metals over time, you gain early warning of impending failure, allowing you to schedule maintenance before it turns into costly, unplanned downtime. We highly recommend exploring our oil analysis services for a tailored programme that fits your operational needs.
Don’t wait for your next component failure to address your fluid cleanliness. At CT Hydraulics, we specialise in providing high-quality filtration components, oil analysis kits and expert guidance needed to combat common hydraulic system contaminants. Our solutions are designed to help engineers and maintenance teams achieve and maintain optimal ISO cleanliness codes, ensuring maximum component life and system efficiency.
| Tel: | +27 11 873 2342 |
| Email: | [email protected] |
| www: | www.cthydraulics.co.za |
| Articles: | More information and articles about CT Hydraulics (Nqoba) |


© Technews Publishing (Pty) Ltd | All Rights Reserved

 printer friendly version
printer friendly version