



A contemporary production line for small cars completes a vehicle every 45 seconds all day and every day. The naked body shell of a typical car - the so-called `body in white' (BIW) - is typically assembled from 200 to 400 parts (including the parts used to make sub-assemblies). This means the BIW line (including its subassembly lines) consumes this number of parts every 45 seconds. Not only must the robots themselves work like clockwork, but advanced logistics are required to keep the line running.
Another challenge facing such production lines is one of equipment re-usability. In the past, a production line was specifically designed for a single car model. When the time came to introduce a new model, a new line had to be designed and built. Such a solution required considerable investment and lead time.
ABB, as a robots supplier and system integrator, has always recognised the value of making such 'carry-over' operations as smooth and simple as possible. The first element of this lies in enabling cost savings by allowing as much equipment as possible to be re-used. However, although the 'carryover' of individual robots and other components may be relatively simple, they must still undergo the same configuration and test cycles as new equipment.
To provide greater re-usability while simplifying the configuration process, ABB introduced FlexiBase. A FlexiBase is a modular robot cell in which the robots, controllers and cabling are pre-mounted on a platform. This is set up and tested in the ABB factory and delivered to the customer as a working module. It requires only minimal configuration before it can start production. This saving is repeated when the cell is re-used.
In this way, the re-usability of installations has changed from being a wish to becoming a 'leitmotiv'. Several recently released car models are produced on older lines. The 'carry-over' of such installations is a real challenge for integrators, especially when the new car model is to be assembled on a line that is already running. In such a situation, the production ramp-up of the new model may not stop or slow down production of the other models.
Thanks to its experience as a flexible line supplier, ABB is considered as a reference for 'carry-over' operations by different car makers.
So, in addition to a line being carried over from an old to a new model, such flexibility allows a mix of different models to be produced on the same line. The costs of preparing the line for a new model are decreased dramatically as is, by consequence, the risk to the manufacturer if a new model fails to sell as well as forecast.
The 'Far East' challenge
In the growing Asian market, manually operated installations are still the norm, and robots are only used if heavy duty and accurate operation is required. An example of this is ABB's FlexFramer, a car framing station in which two robots manipulate the 500 kg tooling used to enclose the car body to ensure its geometry. Considering the complete line, however, this arrangement does not require many robots. ABB is now proposing a standard cost-competitive solution to compete with the running costs of a manually operated bodyshop: FlexLean.
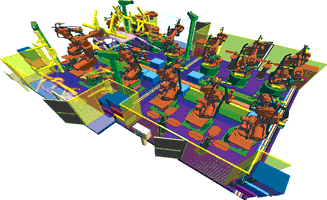
Thanks to FlexLean, it is now possible for the customer to get the flexibility and reliability of a robotised installation at a competitive price compared to the costs of a manually operated one. Moreover, this solution requires up to 40% less floor space. The compactness of the modular solution (Figure 1) is an advantage from the point of view of quality and logistics (supply of parts). Its scalability is also of advantage when future car models are introduced.

FlexLean
The basic concept of FlexLean is very simple. It builds on the FlexiBase principle, while further raising its adaptability. The 'lean' in its name reflects the simplicity, the standardisation level, and as a consequence the cost reductions that it enables - making it able to compete with manual labour in low-cost countries, while delivering savings over other robot solutions in higher-cost countries.
At the heart of the concept lies the recognition that customised solutions, multiple technical specifications and dedicated software are a major cause of costs and engineering uncertainty.
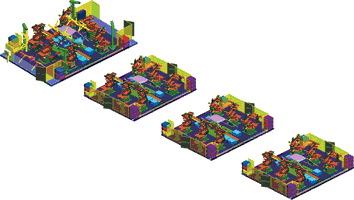
The answer lies in robot technology and standardisation: Two types of such cells are offered (Figure 2); one for geometrical assembly and one for respot (respot is the process providing the final weld after initial welds are used to hold the parts in position). These come with a choice of pre-defined configurations: several process packages (such as spot welding, gluing, roller hemming) are available for the assembly cell. The number of robots in the respot cell is scalable from two to six.
All equipment belonging to a FlexLean cell, including the controllers, is located on a FlexiBase (steel frame base). This base contains all piping and cabling, resulting in a clean surface that can be walked on without danger of tripping. The compactness is further optimised through newly designed hollow robot risers (Figure 3) permitting the IRC5 drivers to be located just under the robot. After startup and commissioning at ABB's facility, each cell is disconnected from power and adjacent cells and delivered by truck to the customer plant, where re-building of the line is achieved in just a matter of hours.
The components of FlexLean are discussed in the Factbox.
Flexibility in set-up
In a production line using FlexLean, each cell is a standalone system. During startup and commissioning, staff can work on isolated cells, as each such cell is controlled by a complete set of automation modules, including a PLC and a man-machine-interface (Figure 4). These modules communicate through a three-level bus system: FieldBus for realtime process, SafetyBus for critical I/Os and Ethernet for generic information.

The standardisation of products used in the cell is not only advantageous for cost reduction, but is also a big advantage for the control system. Complex PLC programming operations are no longer required: every component of the cell is known and the required PLC code is written once for all.
However, one part of the automation still remains variable - the part that is related to the manufacturing process itself. Here lies what is probably the most innovative aspect of this solution: instead of hard coding the specific process, FlexControl integrates a configurable sequencer.

The traditional time-consuming process of programming, compiling, transferring to the PLC and finally debugging the generated code is no longer called for. Now it is just a question of configuring the sequence of operations for each actuator (robots, FlexPLP, clamps, etc) by selecting one of the possible operations from a list. The mode switch is then flicked to 'auto' and production begins. It is so simple that a PLC programmer is no longer needed to modify the process steps; the person setting up the program merely has to know what he wants FlexLean to do. In production mode, the sequencer is used to display the process status with colour codes.
Robots redefine manufacturing
Today, production lines are in existence that can handle a mix of four different models. In future lines, this number may be doubled. There is, however, a limit to the number of models a single line can handle. This comes from the logistics of supplying the parts to the cells. Besides the greater organisational complexity required handling the increased parts inventory, one fundamental problem is that bringing more part types into a cell demands more space around the cell, and this is already scarce.
In addition to the different models that are handled, further variants are possible through customisation. Each car is defined before production starts, and this information fed to the cell controllers at the appropriate time. This permits, for example, such customisation as additional holes or fittings for accessories and avoids expensive subsequent modifications.
Manufacturing has come one step closer to the dream of combining mass production with made-to-order individualisation.
Innovations in robotics serve to make robots easier to set up, use, and re-use, while cutting back constraints such as space requirements and time lost during operations. These advantages are helping position robots in increasingly challenging applications.
The automotive industry is generally credited with having pioneered the large scale use of robots. Long production runs of identical cars were the ideal field of application for these untiring and reliable workers.
Today’s market is increasingly putting automobile manufacturers under pressure to offer customers more choice, while at the same time demanding lower production costs. To fulfil these apparently contradictory requests, a single line must be able to produce a mix of different models, and must ‘learn’ to make new models without calling for a total re-design of its equipment – and preferably without even stopping production.
ABB has responded to these demands by making robot cells more adaptable, easier to install and more economic on space. The new generation of cells can produce so cheaply that they can compete with manual labour in low-cost countries – providing manufacturers with an alternative to outsourcing while at the same time raising the quality supplied to local markets.
For more information contact Lars Mandal, ABB South Africa, +27 (0)11 653 3100, [email protected], www.abb.co.za


© Technews Publishing (Pty) Ltd | All Rights Reserved

 printer friendly version
printer friendly version